



Moldspesifikasjoner
|
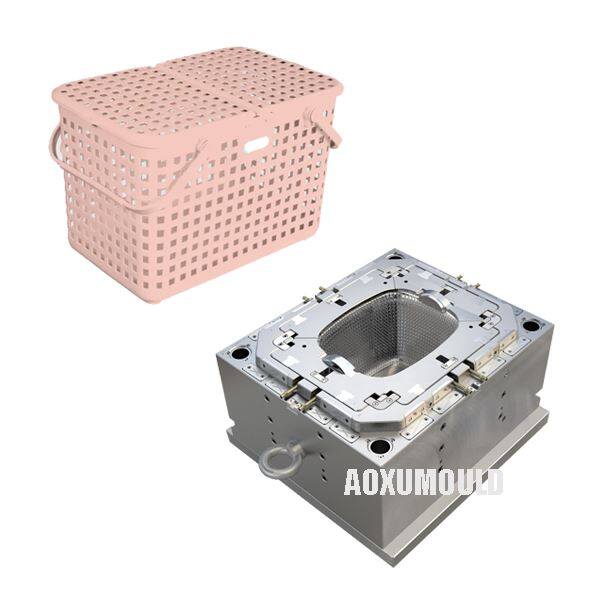
Mold navn |
Plastringskurvform |
|
Produktmateriale |
PP, plast |
|
Produktstørrelse |
450x400x420mm |
| Produktvekt | 1,5 kg |
|
Muggmateriale for hulrom og. Kjerne |
P20, 718, 2738 |
|
Nos hulrom |
1 hulrom |
|
Injeksjonssystem |
Hot Runner 4 Point Gates |
|
Egnet injeksjonsmaskin |
650T |
|
Mold størrelse |
850x800x 860 mm |
|
Mold levetid |
Mer enn 500, 000 stk |
Hvordan lagringskurver er støpt?

1. Materiell forberedelse
>Valg av plastpellets: Vanlige materialer inkluderer PP (polypropylen), HDPE (polyetylen med høy tetthet), eller ABS basert på styrke, fleksibilitet og kostnadskrav.
>Tørking (om nødvendig): Noe plast (som ABS) må tørkes for å fjerne fuktighet før støping.
>Fargeblanding (valgfritt): Masterbatch eller flytende fargestoffer kan tilsettes for fargede kurver.
2. Injeksjonsstøpingsmaskinoppsett
>Klemmeenhet: holder formen sikkert under høyt trykk.
>Injeksjonsenhet: smelter og injiserer plast i formen.
>Moldinstallasjon: Oppbevaringskurvformen (laget av stål) er montert på maskinen.
3. Injeksjonsformingsprosessen trinn for trinn
Trinn 1: Mold lukking
De to halvdelene av formen (kjerne og hulrom) er klemt sammen under høyt trykk (vanligvis 50–500 tonn, avhengig av kurvstørrelse).
Trinn 2: Plastmelting og injeksjon
Plastpellets føres inn i et oppvarmet fat (180–280 grader, avhengig av materiale).
En frem- og tilbakegående skrue skyver smeltet plast inn i formhulen ved høyt trykk (500–1 500 bar).
Trinn 3: Kjøling og størkning
Plasten avkjøles inne i formen (kjøletid varierer fra 10–60 sekunder).
Kjølekanaler i formen hjelper til med å fremskynde prosessen.
Trinn 4: Mold åpning og utkast
Formen åpnes, og ejektorpinner skyver kurven ut.
For komplekse design (som stabelbare kurver), kan stripperplater hjelpe utkast.
Trinn 5: Etterbehandling (om nødvendig)
Trimming: Overskudd av plast (blits) fjernes.
Overflatebehandling: teksturering, utskrift eller montering (hvis kurven har et eget lokk).
Gjør lagringskurv formsKrever varm løperstøping?
Hvorvidt en lagringskurvform krever et varmt løpersystem avhenger av flere viktige faktorer. Her er en kortfattet profesjonell analyse:
Anbefaling:
For de fleste lagringskurvproduksjoner er kalde løpersystemer typisk tilstrekkelige og mer kostnadseffektive. Hot runners er generelt bare berettiget for:
1. Veldig høyt volumproduksjon (100, 000+ enheter)
2. Kurver av premiumkvalitet som krever perfekt portestetikk
3.
Tekniske hensyn:
1. Materiell besparelse: varme løpere eliminerer løperavfall, men lagringskurver bruker ofte billig plast (PP/HDPE) der materialbesparelser kanskje ikke rettferdiggjør den ekstra kostnaden.
2. Delkvalitet: Mens varme løpere gir bedre portkvalitet, er lagringskurver funksjonelle produkter der mindre portmerker vanligvis er akseptable.
3. Mold kompleksitet: Oppbevaringskurvformer er ofte store, men relativt enkle - kalde løpere er lettere å vedlikeholde og reparere.
4. Produksjonsskala: Break -even -punktet for varme løpere forekommer vanligvis rundt 500, 000 sykluser - Evaluer produksjonsvolumet nøye.
For de fleste produsenter tilbyr et godt designet kaldt løpersystem med riktig port (helst ubåtporter eller tunnelporter) den beste balansen mellom kostnader og ytelse for lagringskurvproduksjon. Hot løpere bør bare vurderes når produksjonsvolumet tydelig rettferdiggjør den ekstra 30-50% muggkostnadsøkning.
Design for produkt og. Mugg

Hvordan designe strukturen i lagringskurven?
1. Definer kurv og lokkekrav
>Før du designer formen, må du fullføre produktspesifikasjonene:
>Dimensjoner (lengde × bredde × høyde, inkludert lokk)
>Veggtykkelse (vanligvis 2–3 mm for styrke og vektbalanse)
>Materiale (PP, HDPE eller ABS for fleksibilitet og påvirkningsmotstand)
>Lastekapasitet (bestemmer behov for armering av ribben)
>Lokkfestemetode (hengslet, snap-fit eller separat)
2. Strukturelle designhensyn
A. Basket kroppsdesign
>Base & Sidewalls:
Tilsett ribbeina for forsterkning (hvis det forventes tunge belastninger).
Inkluder trekkvinkler (1–2 grader) for enkel utkast fra formen.
Ventilasjonshull (om nødvendig for luftstrøm) skal være jevnt fordelt.
>Stackabilitetsfunksjon: Design sammenhengende felger øverst/bunn for stabil stabling.
>Håndtak: Integrerte håndtak (støpt som en del av kurven) eller utskårne grep.
B. Lokkdesign
>Hengslet lokk mot snap-on lokk: Henget (levende hengsel): Krever en tynn, fleksibel seksjon (vanligvis pp).
>Snap-fit lokk: trenger presise underskjæringer og toleranser for en sikker passform.
>Lokkarmering:
Tilsett ribbeina for å forhindre skjevhet.
Sørg for flat tetningsflate hvis det er behov for lufttett lagring.
>Håndtak eller grep: Et støpt håndtak eller fingerspor for enkel åpning.
3. Mold designhensyn
A. Avskjedslinje og kjerne/hulrom
Avskjedslinjen skal minimere synlige sømmer (vanligvis langs kurvenes overkant).
Kjerne- og hulromsinnsatser må justere nettopp for å unngå blits (overflødig plast).
B. Utkastssystem
Ejektorpinner skal skyve kurven ut uten merker på synlige overflater.
For dype kurver kan stripperplater være nødvendig for jevn utkast.
C. Undercuts (for snap-fit lokk)
Sidehandlinger (glidebrytere) eller sammenleggbare kjerner kan være nødvendige for SNAP-fit-funksjoner.
Hvis du bruker et levende hengsel, må du sikre riktig kjøling for å unngå svake flekker.
D. kjølesystem
Konformiske kjølekanaler bidrar til å redusere syklustid og skjevhet.
Kritisk for jevn kjøling, spesielt rundt tykke seksjoner (håndtak, ribbeina).
E. ventilasjon
Riktig ventilasjon forhindrer luftfeller (brennmerker) i dype seksjoner
Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

Hvordan velge mold ståltype lagringskurv?

1. For de fleste produsenter: 718H (1.2738) tilbyr den beste balansen mellom kostnader og ytelse for typisk lagringskurvproduksjon.
Når kostnadene er primær bekymring: P20 gir tilstrekkelig ytelse for mindre produksjonsløp.
2.For maksimal holdbarhet: H13 anbefales når du produserer over 500, 000 enheter eller bruker glassfylte materialer.
Spesielle hensyn:
3.For korrosjonsmotstand (applikasjoner med matkvalitet): Vurder alternativer for rustfritt stål
4. For strukturerte overflater: 718H gir utmerkede resultater
5. For høyglansede finish: Høyere hardhetsstål som H13 eller S136
Pakke og. Leveranse

FAQ
>1. Kan du tilpasse størrelsen og formen på lagringskurvformen i henhold til våre krav?
Ja, vi kan tilpasse størrelsen, formen og utformingen av lagringskurven for å oppfylle dine spesifikke krav.
>2. Hvilke materialer bruker du for å produsere lagringskurvformen?
Mold base: herdet stål (P20, 718, H13)
Alternativer for plastmateriale: PP, HDPE, ABS eller PS (avhengig av kurvkrav).
>3. Hvor lang tid tar det å produsere en lagringskurvform?
Produksjonstiden for en lagringskurvform kan variere avhengig av kompleksiteten og størrelsen på formen. Det vil vanligvis ta 45-55 dager. Imidlertid streber vi etter å levere formen på en riktig måte.
>4. Tilbyr du prøvekurver før masseproduksjon?
Ja, vi tilbyr T1 -prøver (første prøveprøver) for godkjenning før full produksjon.
Spørsmål: Tilbyr du støtte etter salg for lagringskurven?
>5. Hva er betalingsbetingelsene?
TT, 40% innskudd, 30% som skal betales før du sender utvalg, 30% saldo før mugglevering.
>6. Tilbyr du støtte etter salg for lagringskurvformen?
Ja, vi gir støtte etter salg for å løse eventuelle problemer eller bekymringer du måtte ha med lagringskurven.
>7. Kan du hjelpe deg med installasjon og vedlikehold av lagringskurvformen?
A: Ja, vi kan gi hjelp med installasjon og vedlikehold av lagringskurven for å sikre optimal ytelse.
>8. Hvordan sikrer du muggkvalitet?
Presisjonsmaskinering (CNC, EDM, sliping)
Mold flytanalyse (for å forhindre feil som skjevhet/synkemerker)
Kvalitetsinspeksjoner (dimensjonskontroller, prøvekjøringer)
Kundenes tilbakemelding






