



Moldspesifikasjoner
|
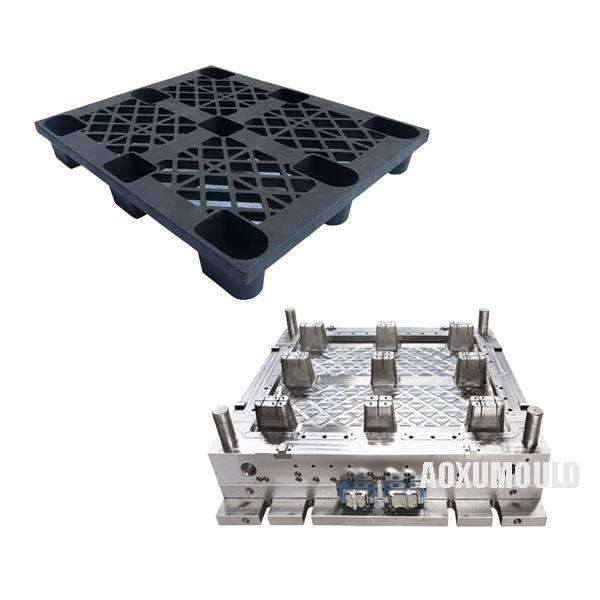
Mold navn |
Dynamisk pallform |
|
Produktmateriale |
HDPE, plast |
|
Produktstørrelse |
1200x1100x140mm |
| Produktvekt |
10,5 kg |
|
Muggmateriale for hulrom og. Kjerne |
P20 |
|
Mold base |
C45 |
|
Injeksjonssystem |
Hot Runner |
|
Egnet injeksjonsmaskin |
2850T |
|
Mold størrelse |
1980x1860x900mm |
|
Mold levetid |
Mer enn 500, 000 stk |
Sentrale funksjoner i dynamiske pallformer
1. Kompleks design - disse formene lager paller med bevegelige deler (f.eks. Roterende seksjoner, sammenleggbare ben eller justerbare høyder) for bedre lagrings- og transporteffektivitet.
A. bevegelige mekanismer (glidebrytere, hengsler, løftere)
>Underskjæringshåndtering - bruk side glidebrytere, løftere eller hydrauliske kjerner for sammenleggbare/sammenleggbare funksjoner.
>Glatt bevegelse - Forsikre riktig trekkvinkler (1–3 grader) for å forhindre klistrering.
>Slitasje motstandsrettet stålinnsatser (H13/S136) i områder med høy friksjon.
B. Veggtykkelsesoptimalisering
>Ensartet tykkelse (3–5 mm) –Preventer som skjev/vaske -merker.
>Ribbenforsterkning - tilsetningsstyrke uten overflødig materiale.
2. Høy presisjon - Forsterker jevn bevegelse av dynamiske komponenter (hengsler, glidebrytere eller sammenlåsningsmekanismer).
3. Opprettelig konstruksjon-laget fra herdet stål (f.eks. P20, H13 eller S136) for å motstå injeksjonssykluser med høyt trykk.
4. Multi-hulskap eller familieformalternativer-gjør det mulig for masseproduksjon av paller eller flere komponenter i en enkelt syklus.
5. Avvisede utkastingssystemer - bruker hydrauliske, pneumatiske eller mekaniske ejektorer for å frigjøre komplekse deler uten skade.
>Stripperplater eller ejektorpinner - for komplekse geometrier.
>Forsinket utkast-for flyttede deler i flere trinn.
Produksjonsprosess av dynamisk pallform

- Design &. Ingeniørfag
Trinn 1: Produkt- og muggdesign
>3D -modellering (CAD) - Ingeniører lager en detaljert design av den dynamiske pallen (inkludert bevegelige deler som hengsler, sammenleggbare ben eller ruller).
>Mold flytanalyse - Simuleringsprogramvare (f.eks. Moldflow) sjekker for potensielle feil (skjevhet, luftfeller eller ujevn kjøling).
>Strukturanalyse - sikrer at formen tåler høye injeksjonstrykk.
Trinn 2: Mold Layout &. Kjerne/hulromsplanlegging
>Avskjedningslinjebestemmelse - bestemmer hvor formen deler seg inn i kjerne og hulrom.
>Glidebryter og. Løfterplassering - for underskjæringer (f.eks. Foldemekanismer).
>Utslippssystemdesign - Sikrer jevn demolding av komplekse deler.
- Materiell valg og stålbearbeiding
Trinn 3: Velge muggstål
>Vanlige karakterer for pallformer:
>P20 - God balanse mellom kostnad og holdbarhet (~ 300, 000 skudd).
>H13 (varmt arbeidsstål)-for områder med høyt slitasje (~ 1m+ skudd).
>S136 (rustfritt stål)-Korrosjonsbestandig for matpaller.
Trinn 4: CNC -maskinering
>Grov maskinering - Stålblokker kuttes i grunnleggende former.
>Presisjon CNC fresing/vending - skaper kjerne og hulrom med tette toleranser (± 0. 02mm).
>EDM (elektrisk utladningsmaskinering) - for intrikate detaljer (f.eks. Strukturerte overflater).
>Sliping &. Polering-sikrer glatte muggoverflater for defektfrie paller.
- Assembly &. Passende
Trinn 5: Mold base -montering
>Veiledningspinner og gjennomføringer - Sørg for riktig justering.
>Ejektorpinner - for fjerning av del.
>Glidebrytere og. Løftere - for bevegelige pallkomponenter.
Trinn 6: Integrering av Hot Runner System (hvis aktuelt)
>Manifoldinstallasjon - distribuerer smeltet plast.
>Dyse- og varmeapparatoppsett - Opprettholder jevn smeltestrøm.
- Testing &. Justeringer
Trinn 7: T1 Eksempelforsøk
>Først-shot-inspeksjon-Sjekker for feil (synkemerker, blitz eller skjev).
>Dimensjonal verifisering - Sikrer at pallen oppfyller spesifikasjonene.
>Funksjonell testing - verifiserer bevegelige deler (folding, hekking osv.).
Trinn 8: Finjustering
>Justere kjølekanaler - optimaliserer syklustid.
>Balanseringsstrøm - forhindrer ujevn fylling.
Masseproduksjon og. Kvalitetskontroll
>Trinn 9: Produksjonskjøring
>Injeksjonsstøpingsmaskinoppsett - klemmekraft (500 - 4000+ tonn).
>Prosessovervåking - Temperatur, trykk og syklus tidskontroll.
Trinn 10: Kvalitetskontroller
>DPI (dimensjonal produktinspeksjon) - verifiserer toleranser.
>Lasttesting - Sikrer at pallen oppfyller vektkapasitet.
>Holdbarhetstesting - Gjentatte folding/utfoldelsessykluser.
Design for produkt og. Mugg

Hot Runner -teknologi

1. Hva er et varmt løpersystem?
Et varmt løpersystem er en avansert injeksjonsstøpingskomponent som holder smeltet plast i flytende tilstand når den beveger seg fra maskindysen til formhulen. I motsetning til kalde løpersystemer (som styrker og blir kastet som avfall), eliminerer varme løpere materialavfall og forbedrer syklustider.
Nøkkelkomponenter:
Manifold - Distributter smeltet plast jevnt til flere hulrom.
UTEKKER - - Opprettholdsplast ved optimal temperatur.
Dyser - Kontroller strømmer inn i hvert mugghulrom.
Temperaturkontrollere - Forsterker presis varmeregulering.
2. Hvorfor bruke varme løpersystemer for dynamiske pallformer?
Fordeler:
>Ingen materialavfall - i motsetning til kalde løpere, blir ingen gran eller løpere kastet (reduserer kostnadene for store paller).
>Raskere syklustider - plast forblir smeltet, reduserer kjøling og utkaststid.
>Bedre delkvalitet -konsistent strømning reduserer defekter som synkemerker eller skjevhet.
>Effektivitet i flere hulskap-ideell for pallproduksjon med høyt volum.
>Energibesparelser - mindre opparbeidelse av bortkastet plast.
Ulemper:
>Høyere startkostnad - mer kompleks enn kalde løpersystemer.
>Vedlikehold som kreves - nozzles og ovner trenger periodiske kontroller.
>Ikke ideelt for alle materialer - noen termisk følsom plast (f.eks. PVC) kan forringes.
3. Typer Hot Runners Systems
|
Type |
Beskrivelse |
Best for |
|
Åpen port |
Enkel dysedesign, ingen ventilkontroll. |
Tykke veggede paller, HDPE/PP. |
|
Ventilport |
Bruker en mekanisk ventil for å kontrollere strømmen. |
Dynamiske paller med høy presisjon (forhindrer sikling). |
|
Termisk port |
Varmekontrollert avstengning. |
Små til middels pallformer. |

4. Hot Runner vs. Cold Runner for Pallet Molding
|
Trekk |
Hot Runner |
Kald løper |
|
Materiell avfall |
Ingen |
15–30% avfall (Sprue & Runners) |
|
Syklustid |
Raskere (ingen løperkjøling) |
Saktere (må kule løpere) |
|
Mold kostnad |
Høyere startkostnad |
Lavere startkostnad |
|
Best for |
Pallproduksjon med høyt volum |
Paller med lite volum eller prototype |
5. Vedlikeholdstips for varme løperformer
Regelmessig rengjøring - forebyggende nedbrytning av plast.
Temperaturovervåkning - forekomster overoppheting eller frysing.
Dyseinspeksjoner - sjekk for slitasje eller lekkasjer.
Pakke og. Leveranse

Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

Hvordan matainence dynamiske pallformer?
1. Rengjør formen regelmessig: Det er avgjørende å rengjøre formen etter hver bruk for å fjerne eventuelt rusk, støv eller rester som kan ha samlet seg. Bruk en myk børste eller klut for å rengjøre formen forsiktig og unngå å bruke harde kjemikalier som kan skade overflaten. 2. Inspiser for slitasje: Inspiser regelmessig formen for eventuelle tegn på slitasje, for eksempel sprekker, chips eller riper. Hvis det blir funnet noen skade, er det viktig å reparere eller erstatte de berørte delene for å forhindre ytterligere forverring. 3. Smør bevegelige deler: For å sikre jevn drift, smør de bevegelige delene av formen regelmessig med et passende smøremiddel. Dette vil bidra til å redusere friksjonen og forhindre at delene slites ut for tidlig. 4. Sjekk for justering: Riktig innretting av formen er viktig for å produsere paller av høy kvalitet. Kontroller regelmessig justeringen av muggkomponentene og gjør nødvendige justeringer for å sikre nøyaktig og jevn støping. 5. Oppbevar formen ordentlig: Når den ikke er i bruk, lagre formen i et tørt og rent miljø for å forhindre korrosjon og skade. Unngå å lagre formen i direkte sollys eller ekstreme temperaturer som kan påvirke dens integritet. 6. Følg produsentens retningslinjer: Til slutt, følg produsentens vedlikeholdsretningslinjer for de spesifikke dynamiske pallformene du bruker. Disse retningslinjene vil gi verdifull informasjon om hvordan du kan ta vare på og vedlikeholde formen for å sikre optimal ytelse og lang levetid.
|
FAQ
>1. Hvilke typer plastdynamiske pallformer produserer du?
Vi spesialiserer oss på å produsere et bredt spekter av dynamiske pallformer av plast, inkludert stabelbare pallformer, reversible pallformer, eksport pallformer og spesialdesignede pallformer for å imøtekomme kundenes spesifikke behov.
>2. Kan du tilpasse en plastdynamisk pallform i henhold til våre krav?
Ja, vi har et team av erfarne ingeniører og designere som kan samarbeide med deg for å lage en tilpasset plastdynamisk pallform som oppfyller dine unike spesifikasjoner og krav.
>3. Hvilke materialer bruker du for å produsere dine dynamiske pallform?
Vi bruker høykvalitets og holdbare materialer som PP, PE, HDPE og PET for å produsere våre dynamiske paller av plast, og sikre at de er sterke, langvarige og motstandsdyktige til slitasje.
>4. Hvor lang tid tar det å produsere en dynamisk pallform?
Produksjonstiden for en dynamisk pallform av plast kan variere avhengig av kompleksiteten i designen og kundens spesifikke krav. Generelt vil det ta omtrent 55-65 dager.
>5. Kan du hjelpe oss med vedlikehold og reparasjon av vår dynamiske pallform for plast?
Ja, vi tilbyr vedlikeholds- og reparasjonstjenester for våre dynamiske pallformer for plast for å sikre at de forblir i optimal arbeidstilstand i lang tid. Vårt team av teknikere er tilgjengelig for å gi hjelp når det er nødvendig.
>6. Hva er prisstrukturen din?
Kostnaden avhenger av: muggkompleksitet (antall hulrom, lysbilder, etc.), material- og stålkvalitet og produksjonsvolum. PleaseContact oss for et skreddersydd sitat!
>7. Hva skiller selskapet ditt fra andre dynamiske pallformprodusenter?
Vårt selskap skiller seg ut for sin forpliktelse til kvalitet, effektivitet og kundetilfredshet. Vi bruker de nyeste teknologi- og produksjonsprosessene for å produsere dynamiske pallformer av høy kvalitet som oppfyller de høyeste bransjestandardene. I tillegg prioriterer vi kundeservice og streber etter å bygge langvarige forhold til våre kunder.
Kundenes tilbakemelding






