



Moldspesifikasjoner
|
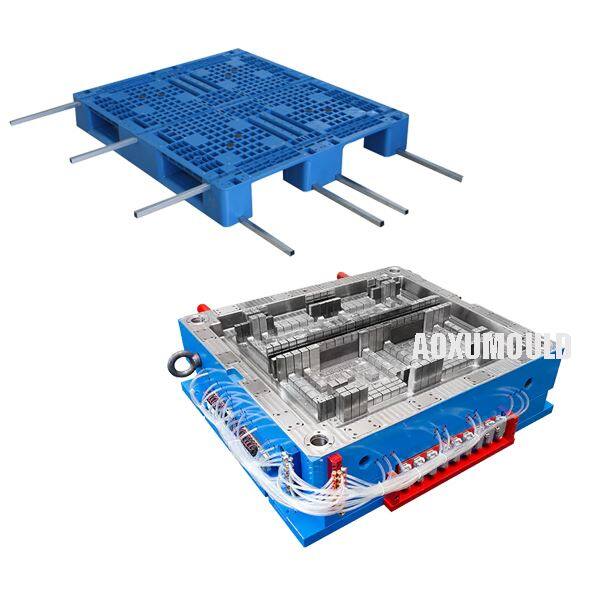
Mold navn |
Kraftig pallform |
|
Produktmateriale |
HDPE, plast |
|
Produktstørrelse |
1085x1085x145mm |
| Produktvekt |
25,6 kg |
|
Muggmateriale for hulrom og. Kjerne |
P20 |
|
Mold base |
C45 |
|
Injeksjonssystem |
Hot Runner |
|
Egnet injeksjonsmaskin |
3000T |
|
Mold størrelse |
1550x1550x880mm |
|
Mold levetid |
Mer enn 300, 000 stk |
Materialer og produksjonsprosess av tunge pallformer

Materialer brukt i tunge pallformer
Kraftige pallformer må tåle høyt trykk, slitasje og gjentatt bruk, slik at de vanligvis er laget av høykvalitets verktøystål med spesielle behandlinger:
1. Kjerneformmaterialer
P20 stål-et vanlig forhåndsherret stål (HRC 28-32) for middels dukker.
718H stål (modifisert P20) - Høyere hardhet (HRC 32-36) og bedre poleringsevne for lange produksjonsløp.
H13 stål (varmt arbeidsverktøystål)-Utmerket varmemotstand (HRC 48-52), brukt til høye volumproduksjon.
S136 / rustfritt stål-for korrosjonsbestandige muggsopp (f.eks. Matkvalitets paller).
2. Overflatebehandlinger (forbedring av holdbarhet)
Nitriding - øker overflatens hardhet og slitestyrke.
Hard kromplating - Reduserer friksjon og forhindrer korrosjon.
Titannitrid (tinn) belegg - forlenger mold levetid under slitende forhold.

Produksjonsprosess med tunge pallformer
1. Design og ingeniørfag
3D CAD -modellering - sikrer presise dimensjoner for pallstyrke og funksjonalitet.
CAE -analyse - Simulerer injeksjonsstrøm, kjøling og spenningsfordeling.
2. CNC -maskinering
Grov maskinering - fresing av den grunnleggende formen fra stålblokker.
Presisjon CNC-maskinering-skjæring av hulrom med høy nøyaktighet av hulrom, kjerner og ejektorsystemer.
EDM (elektrisk utladningsmaskinering) - for intrikate detaljer og skarpe kanter.
3. Varmebehandling og herding
Quenching & Tempering - forbedrer stålhardhet (f.eks. H13 stål opp til HRC 50).
Stressavlastning-forhindrer skjevhet under langvarig bruk.
4. Overflatebehandling og polering
Manuell/CNC -polering - Sikrer glatte palloverflater (forhindrer klistring).
Teksturapplikasjon-Legger til anti-skli mønstre om nødvendig.
5. Montering og testing
Moldemontering - Monterende ejektorpinner, glidebrytere og kjølekanaler.
Prøveinjeksjon - Tester muggytelse og pallkvalitet.
Design for produkt og. Mugg

Viktige designhensyn
|
A. Lastbærende struktur Tykke ribber og armerte ben for høye statiske/dynamiske belastninger. Optimalisert veggtykkelse (vanligvis 3–5 mm) for å balansere styrke og vekt. B. Utkast til vinkler og delutgivelse 1–3 graders trekkvinkler på vertikale vegger for enkel utstøting. Glatte overganger for å unngå stresskonsentrasjoner. C. Anti-Warping Design Balanserte kjølekanaler for å forhindre ujevn krymping. Symmetriske ribbeina for ensartet styrke. D. Tilpasningsalternativer Nestbare/stabile design for lagring av plassbesparende. Gaffeltruck inngangspunkter (4- måte eller 2- måte tilgang). Dreneringshull (for bruk utendørs/rene).
|
Pakke og. Leveranse

Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

Fordeler med å legge til armert stål til tunge paller
|

Kundenes tilbakemelding






