



Moldspesifikasjoner
|
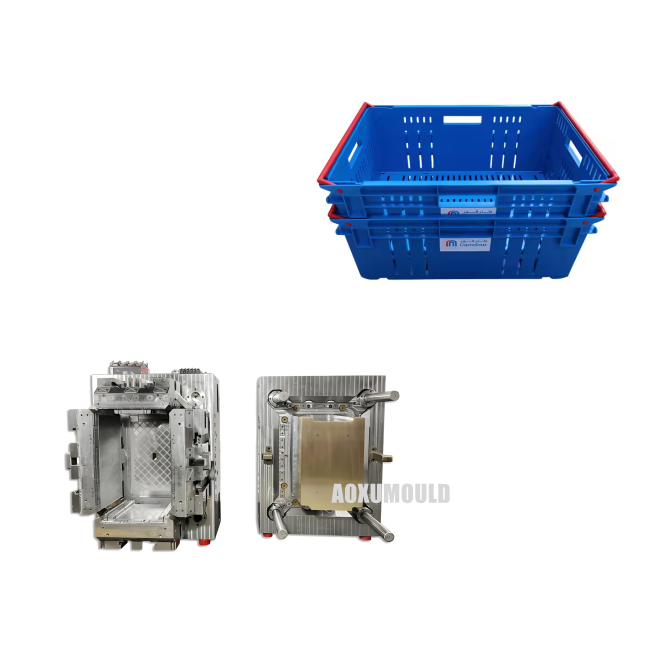
Mold navn |
Plasthekkende kasseform |
|
Produktmateriale |
HDPE/PP |
|
Produktstørrelse |
600 x 400 x 300mm |
|
Muggmateriale for hulrom og. Kjerne |
P20/718H/H13/2738 |
|
Nos hulrom |
1 hulrom |
|
Injeksjonssystem |
Hot Runner |
|
Egnet injeksjonsmaskin |
480T |
|
Mold størrelse |
1050x780x700mm |
|
Muggvekt |
6200 kg |
|
Mold levetid |
Mer enn 500, 000 stk |
|
Leveringstid |
50 dager |
Hva's UtstyrTrenger vi forPlastKasseProduksjonslinje?
1.RAW Material Handling System
Råstoff, tørketrommel, automatisk laster, blanding av blender
2. Mold utstyr
Injeksjonsstøpemaskin, form.
Vi spesialiserer oss på å designe og produsere injeksjonsformer med høy ytelse for forskjellige typer plasthekkende kasser/containere.
3. Kjøling og. Demolding
Chiller Unit, Robotic Arm
4. Post-prosesseringsutstyr
Trimming maskin, utskriftssystem
Hvordan plastkasser er støpt?

Plasthekkende kasser (også kalt plasttotes eller containere) produseres vanligvis gjennom injeksjonsstøping, en høyeffektivitetsprosess for masseproduksjon.
1. Materiell forberedelse
- Råstoff: Polypropylen (PP) eller polyetylen med høy tetthet (HDPE) er valgt for deres holdbarhet, lette egenskaper og resirkulerbarhet.
- Tørking: Pellets tørkes for å fjerne fuktighet, noe som sikrer optimal smelte- og støping.
2. Injeksjonsstøpesyklus
- Smelting: Pellets mates inn i en injeksjonsstøpemaskin og oppvarmet til en smeltet tilstand (vanligvis 200–300 grader).
- Injeksjon: Den smeltede plasten injiseres under høyt trykk i et forhåndsdesignet stålformhulrom formet som kassen.
- Kjøling: Formen avkjøles raskt (via vannkanaler) for å stivne plasten inn i kassens struktur.
- Utkast: Når den er herdet, åpnes formen, og ejektorpinner skyver den ferdige kassen ut.
3. Mold design
- Tilpasning: Former er presisjons-konstruert for å definere kassens størrelse, veggtykkelse, håndtak og stablingsfunksjoner.
4. etterbehandling
- Trimming: Overskytende plast (f.eks. Blits rundt kantene) fjernes manuelt eller via automatisering.
- Kvalitetskontroller: Kasser inspiseres for feil, dimensjons nøyaktighet og bærende kapasitet.
-Valgfrie tillegg: Funksjoner som anti-skli teksturer, etiketter eller RFID-koder kan legges til.
5. Automasjon og effektivitet
Moderne fasiliteter bruker robotarmer for å håndtere muggsopp og ferdige produkter, noe som muliggjør kontinuerlig 24/7 produksjon med minimalt avfall.
Denne prosessen sikrer at plastkasser er robuste, lette og ideelle for logistikk, landbruk eller detaljhandel.
HvordanTo design Than strukturen avAPlastHekkendeKasse mouLd?

Å designe en plasthekkende kasseform innebærer en systematisk tilnærming for å sikre funksjonalitet, produserbarhet og effektivitet. Her er et strukturert sammenbrudd:
1. Del designhensyn
- Avsmalnede vegger: Implementere en 1–3 graders trekkvinkel på vertikale vegger for å lette demolding og muliggjøre hekking. Balanse trekkvinkel for å unngå overdreven rom mellom nestede kasser.
- Ensartet veggtykkelse: Oppretthold 2-4 mm tykkelse (juster basert på materiale, f.eks. PP eller HDPE) for å forhindre feil. Ribben skal være 5 0 - 70% av veggtykkelse med 0,5–1 graders trekk.
- Strukturelle forsterkninger: Legg ribbe til basen og sidene for styrke. Juster ribbeina med demoldingsretningen og sikre riktig trekk.
- Håndtak/stablingsfunksjoner: Designhåndtak som radiuserte utskjæringer for å unngå stresskonsentrasjoner. Inkluder sammenlåsende felger/lepper for stabil stabling.
2. Moldstrukturdesign
- Kjerne og hulrom: Del mugg i to halvdeler (kjerne for indre overflater, hulrom for ytre). Forsikre deg om at avdelingslinjeplassering minimerer flash -synligheten (f.eks. Langs kassekanter).
- Ventilasjon: Integrer grunne ventilasjonsåpninger (0. 0 2–0.04mm) ved avskjedslinjen og dype ribbeina for å forhindre luftfeller.
- Kjølesystem: Bruk konformiske kjølekanaler i nærheten av tykke seksjoner (f.eks. Ribber) for jevn kjøling. Tenk på baffler/boblere for dype områder.
- Utkastssystem: Plasser ejektorpinner under ribbeina og kanter for jevn kraftfordeling. Bruk stripperplater for store overflater om nødvendig.
-Gating: Velg kantporter for å sikre at jevn fyll og minimer synlige merker. Unngå sentrumsporter med mindre det er nødvendig for symmetri.
3. Materiale og produksjon
- muggmateriale: Velg P20/H13 stål for produksjon med høyt volum; Aluminium for prototyper/lave volumer.
- Krympekompensasjon: Skala muggdimensjoner ved krymping av materialer (f.eks. 1,5–2% for PP).
- Overflatefinish: Bruk tekstur for å skjule ejektormerker og forbedre grepet. Unngå finish med høyt glans.
4. Validering og testing
-Simulering: Bruk muggstrømningsanalyse for å forutsi fyllingsmønstre, kjøling og potensielle defekter (sveiselinjer, warpage).
- Prototyping: Test med 3D-trykte eller myke former for å bekrefte hekkende, styrke og ergonomi.
- Toleranser: Sørg for stramme toleranser for sammenlåsende funksjoner for å garantere jevn hekking.
5. Unngå kompleksitet
- Underskjæringer: Designhåndtak som enkle utskjæringer uten underskjæringer for å eliminere behovet for lysbilder/løftere.
- Forenklet utkast: Optimaliser trekkvinkler og ejektorplassering for å unngå å feste seg.
ErAHot Runners System trengsFeller plastHekkendeKasseinjeksjon MOuLDS?

Beslutningen om å bruke et varmt løpersystem i plastkasse injeksjonsformer avhenger av:
1. Produksjonsvolum
-Hot Runner anbefalt: For langsiktig produksjon av høyt volum (f.eks. 100K+ enheter) reduserer det materialavfall, forkorter syklustiden og senker kostnadene.
- Kaldløper tilstrekkelig: For små partier eller enkle muggsopp, tilbyr kalde løpere lavere forhåndskostnader.
2. Produktdesign
- Plastkasser er typisk tynnveggede og strukturelt enkle. En varm løper sikrer ensartet smeltefordeling, og minimerer defekter som synkemerker eller skjev.
- Hot Runners Excel i multi-gate-design ved å balansere smeltestrømmen.
3. Kostnad mot effektivitet
- PROS-PROS: eliminerer løperskrok, fremskynder sykluser, reduserer etterbehandling.
- Hot Runner Cons: Høyere formkostnader, kompleks vedlikehold og presise temperaturkontrollkrav.
Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

Pakke og. Leveranse

HvordanTo Vedlikeholde plastkasse injeksjonsformer?
Riktig vedlikehold av injeksjonsformer av plastkasse er avgjørende for å sikre produktkvalitet, forlenge mold levetid og redusere nedetid for produksjonen. Følg disse retningslinjene for effektiv muggpleie:
1. Daglig vedlikehold
A. Rengjør etter bruk:
- Fjern gjenværende plast, støv eller rusk fra muggoverflaten, hulrommene og ventilasjonsåpningene ved hjelp av myke børster eller trykkluft.
- Unngå slipende verktøy for å forhindre riper i overflaten.
B.Lubrication:
-Påfør et tynt lag med høye temperaturbestandig smøremiddel for å veilede pinner, ejektorpinner og glidekomponenter.
- Bruk smøremidler som ikke er silikon for å unngå forurensning.
C.Inspect for skade:
- Kontroller for slitasje, sprekker eller korrosjon på kritiske komponenter (f.eks. Kjerner, hulrom, ejektorsystemer).
- Tar opp mindre problemer umiddelbart for å forhindre opptrapping.

2. periodisk dyp rengjøring
A. Demonter komponenter:
- Demonter regelmessig ejektorpinner, glidebrytere og kjølekanaler for grundig rengjøring.
- Bruk ultralydrengjøring eller spesialiserte muggrensere for gjenstridige rester.
B.Cooling System Vedlikehold:
- Spyle kjølekanaler for å forhindre oppbygging eller blokkeringer av skalaen.
- Sørg for jevn kjølevæskestrøm for å unngå overoppheting.
3. Korrosjonsforebygging
A. Apply anti-rust-belegg:
- Bruk rusthemmere eller beskyttende spray på muggoverflater, spesielt under langvarig lagring.
- Kontrollfuktighet:
- Oppbevar form i et tørt, temperaturkontrollert miljø (ideell fuktighet:<50%).
4. Justering og kalibrering
A. Kontroller moldjustering:
- Bekreft riktig innretting av mugghalvdeler for å forhindre ujevn slitasje eller blinkende.
- Bruk presisjonsverktøy (f.eks. Dialindikatorer) for justeringer.
B. Monitor klemmekraft:
- Sørg for optimalt klemmetrykk for å unngå deformasjon av mugg.
5. Reparasjon og utskifting
- Fix mindre skade omgående:
- Reparer riper eller bulker ved bruk av polering eller EDM (maskinering av elektrisk utladning).
- Bytt ut slitte deler:
- Rettidig erstatt aldrende ejektorpinner, gjennomføringer eller tetninger for å opprettholde funksjonalitet.
6. Lagrings beste praksis
A.Protect muggoverflater:
- Frakkoverflater med mold frigjøringsmiddel eller anti-rustolje før lagring.
B. Bruk støtteblokker:
- Sett inn tre/metallblokker mellom mugghalvdeler for å lindre spenningen på komponenter.
7. Dokumentasjon &. Opplæring
- Vedlikehold logger:
- Registrer vedlikeholdsdatoer, problemer og reparasjoner for sporbarhet.
- Togoperatører:
- Forsikre deg om at personalet følger riktige håndteringsprosedyrer og sikkerhetsprotokoller.
Kundenes tilbakemelding

Kundenes tilbakemelding
Hvorfor velge oss for plasthekkende kasseinjeksjonsformer?
1. Ekspertise &. Presisjonsteknikk
Med over 16 års spesialisert erfaring med injeksjonsform design og produksjon, leverer vi høy presisjon, holdbare former skreddersydd for plastkasser. Vårt ingeniørteam kombinerer banebrytende CAD/CAM-teknologi med praktisk industrikunnskap for å optimalisere muggytelse, og sikre feilfrie produksjonssykluser og utvidet levetid for verktøyet.
2. Tilpassede løsninger for alle behov
Enten du trenger stabile kasser, ventilerte design, tunge containere eller bransjespesifikke funksjoner, lager vi former som samsvarer med dine eksakte spesifikasjoner. Vår samarbeidsmetode sikrer at designvisjonen din blir virkelighet.
3. Kostnadseffektiv produksjon
Vi utnytter avanserte materialer og strømlinjeformede prosesser for å redusere langsiktige kostnader. Våre former minimerer materialavfall, akselererer syklustider og støtter høyt volum-output-maksimering av avkastningen din.
4. Kvalitet garantert
Store QA/QC-protokoller ved hvert stadium fra prototyping til endelige test-forebyggende defektfrie former. Vi prioriterer holdbarhet, dimensjonal nøyaktighet og enkel vedlikehold.
5. Rask snuoperasjon, global rekkevidde
Agile produksjonsarbeidsflyter og en velprøvd merittliste over levering av tid, selv for komplekse prosjekter. Vi betjener kunder over hele verden, og tilbyr ende-til-ende-støtte fra design til ettersalgstjeneste.
6. Bærekraftsdrevet innovasjon
Vi designer muggsopp for resirkulerbare materialer (f.eks. PP, HDPE) og energieffektiv produksjon, og hjelper deg med å oppfylle miljøvennlige mål uten at det går ut over styrke eller funksjonalitet.





