



Moldspesifikasjoner
|
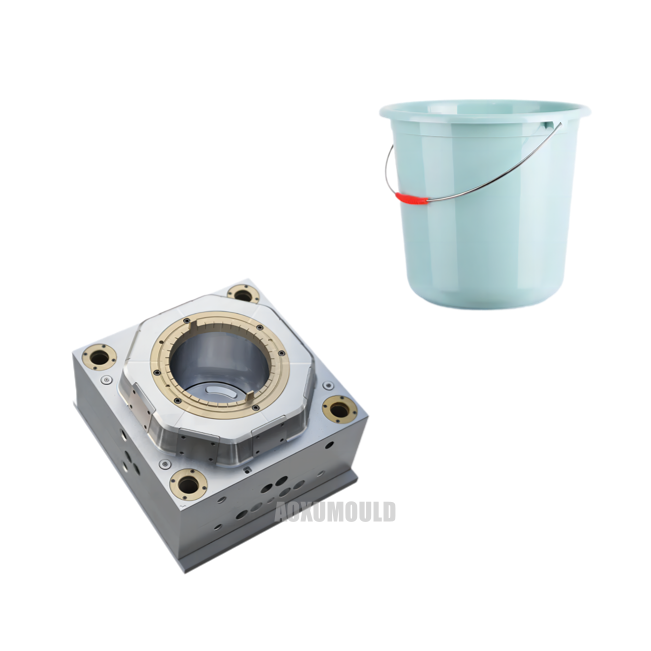
Mold navn |
Plastvannsbøtteform |
|
Produktmateriale |
Pp |
|
Produktstørrelse |
240x320x290mm (inkluderer hjul) |
|
Produktvekt |
550g |
|
Muggmateriale for hulrom og. Kjerne |
C45, P20, 718, 2738 |
|
Mold base |
C45 |
|
Injeksjonssystem |
Hot Runner Åpne porter eller ventilporter |
|
Egnet injeksjonsmaskin |
550T |
|
Mold størrelse |
490x630x575mm |
|
Mold levetid |
Mer enn 300, 000 stk |
HvaDetailsDo YouNeedTo PayAttentionTo WhøneDesigningPlastiskBucket?

1. Materiell valg: Velg råvarer av plast av høy kvalitet for å sikre at bøtta har tilstrekkelig styrke og holdbarhet. Samtidig er det nødvendig å sikre at de valgte plastmaterialene oppfyller de relevante sikkerhetsstandardene og ikke inneholder skadelige stoffer.
2. Kapasitetsdesign: Kapasiteten til bøtta skal utformes i henhold til brukernes behov og bruke scenarier, noe som skal sikre at mengden vann kan fylles er tilstrekkelig, og bekvemmeligheten av å bære og bruke bør tas i betraktning.
3. Strukturell design: Strukturell utforming av bøtta skal være rimelig, sørg for at den er fast og stabil, og er ikke lett å deformasjon eller skade. Spesielt i utformingen av tilkoblingsdelene og håndtakene er det nødvendig å sikre bærekapasitet og komfort.
4. Bøtte munndesign: Utformingen av bøtte munnen skal ta hensyn til bekvemmeligheten med å helle vann og rengjøring, og kaliberet skal være moderat, lett å helle vann eller rengjøre.
5. Utseende design: I tillegg til funksjonalitet, er utseendet utforming av bøtta også viktig. Den har et attraktivt utseende design, slik at folk kan like det på et øyeblikk, og øke brukeropplevelsen.
HvordanTo EnsureThanLoad-BøreringCapacity ofPlastiskBucket?
Sentrale tiltak for å sikre bærende kapasitet
1.Materiell valg
Polyetylen med høy tetthet (HDPE): resistent mot påvirkning og kjemisk korrosjon, er et vanlig materiale i bøtter.
Polypropylen (PP): Lett og motstandsdyktig mot høye temperaturer, men kan bli sprø ved lave temperaturer.
Tilsett forsterkningsmidler, for eksempel glassfiber eller karbonfiber, for å forbedre materialstivhet.
2.Strukturell designoptimalisering
Bunnstiver: Design et rutenett eller ringstiver for å fordele bunntrykket.
Veggtykkelsesfordeling: Bunn- og sideveggene er tyknet (vanligvis er bunnen den tykkeste), og toppen kan tynnes på riktig måte.
Avrundet overgang: Unngå riktig vinkelutforming for å redusere risikoen for brudd forårsaket av stresskonsentrasjon.
3.Produksjonsprosesskontroll
Injeksjonsstøpingsparametere: Presis kontroll av temperatur, trykk og kjølehastighet for å unngå bobler eller krympemerker.
Mold nøyaktighet: Sørg for ensartet veggtykkelse og reduser defekter.
Etterbehandling: Annealing for å eliminere internt stress og forbedre langsiktig stabilitet.
4.Kvalitetskontroll og inspeksjon
Prøvetakingstest: Simulere den faktiske belastningen for å oppdage det kritiske deformasjonspunktet eller brudd.
Deteksjon av veggtykkelse: Ultralyd- eller lasertykkelsesmåler for å sikre at tykkelsen er opp til standard.
Drop -tester: Kontroller påvirkningsmotstand i transport eller bruk.
5.Miljøsproduksjon
Temperaturpåvirkning: Kaldt resistente materialer (for eksempel modifisert HDPE) bør velges for miljøer med lav temperatur.
UV-beskyttelse: Anti-UV-middel legges til for å forhindre styringstap på grunn av aldring.
For det andre, ofte brukte teststandarder
Plastbøtter skal testes i samsvar med internasjonale, nasjonale eller bransjestandarder, følgende er vanlige standarder:
1. Internasjonale standarder
ASTM D1998: Evaluering av langvarig hydrostatisk styrke (f.eks. Krypresistens) av HDPE-materialer.
ASTM D2412: Parallell lasting av plate, og måler kompresjonsmotstanden til tønnekroppen.
ISO 13268: Testing av kompresjonsytelsen til underjordiske plastbeholdere under temperatursykluser.
ISO 22498: Drop testmetode for plastbeholdere.
2. innenlandske standarder
GB/T 13508-2011: Standard for polyetylenblåsestøpte beholdere, som dekker hydrostatisk, dråpe og andre tester.
QB/T 2818-2017: Plastdrikkevanns Barrel Industry Standard, som spesifiserer deformasjonshastigheten for belastningen, tetningen osv.
GB/T 4857.5: Drop Test Method for Packaging Transportation (simulert lasting og lossingsprosess).
3. Testmetode
Statisk belastningstest: Lastet nominell vekt (for eksempel 1,5 ganger nominell kapasitet) i 24 timer for å sjekke for deformasjon eller lekkasje.
Drop -test: fritt fall fra en høyde på 1,2 til 1,5 meter (forskjellige vinkler) for å observere om det er ødelagt.
Trykkprøve: Internt trykk til designverdien (for eksempel 0. 1MPa), hold 30 minutter uten lekkasje.
Miljøkest: Testendringer i bærende kapasitet ved høy temperatur (60 grader C) eller lav temperatur (-20 grad C).
Langsiktig krypestest: belastning i flere måneder for å vurdere materialets motstand mot deformasjon.
Design for produkt og. Mugg

HvaAreThanPRocessingSTepsAndRLikheter avPlastiskVann BucketMugg?

Først, plastvannsbøtte for prosesseringstrinn
1. MOuLD Design
Produktanalyse: Design i henhold til størrelse, form, veggtykkelse, forsterkning og andre krav i bøtta.
Avskjedsoverflatedesign: Bestem avskjedsoverflaten på formen for å sikre jevn demoulding.
Gating System Design: Design Runner, Gate og eksosanlegg for å sikre jevn plastfylling.
KJØLINGSYSTEM DESIGN: Design kjølevann for å sikre rask og jevn kjøling av formen.
Ejektorsystemdesign: Design fingerbøl eller toppplate for å sikre jevn frigjøring av produktet.
2. Materiell valg
Die-stål: Vanligvis brukt P20, 718, H13 og annen høykvalitets die stål, som krever høy hardhet, slitestyrke og korrosjonsmotstand.
Overflatebehandling: som nitriding, kromplatting osv., Forbedre formoverflatens hardhet og slitestyrke.
3. mouLD -behandling
Groving: Bruk av fresemaskiner, dreiebenker og annet utstyr for foreløpig prosessering for å fjerne overflødig materiale.
Etterbehandling: Presisjonsmaskinering ved hjelp av CNC -maskinverktøy for å sikre dimensjons nøyaktighet og overflatebehandling.
Elektrisk utladningsmaskinering (EDM): Brukes til maskinering av komplekse former og fine strukturer.
Polering: Hulrommet og kjernen er polert for å sikre en glatt overflate.
4. MOuLD -montering
Delesamling: Sett sammen de maskinerte delene for å sikre presisjonen til hver del.
IKONSIKT: For å teste formen, juster skjenkingssystemet, kjølesystemet og utkastingssystemet for å sikre normal drift av formen.
5. MOuLD -testing og korreksjon
Testform: Bruk de faktiske produksjonsmaterialene til å teste mugg, sjekk produktstørrelse, overflatekvalitet og demoulding -forhold.
Korreksjon: I henhold til testresultatene blir formen korrigert til designkravene er oppfylt.
For det andre, plastkrav for vannbøtte for prosessering av plast
1. Dimensjonal nøyaktighet
Hulromstørrelse: For å sikre at hulromsstørrelsen er nøyaktig og i tråd med produktdesignkravene, kontrolleres vanligvis toleransen innen ± 0. 05mm.
Fit Nøyaktighet: Delene passer jevnt, unngå blitz eller mugg.
2. Overflatekvalitet
Finish: Krav til hulrom og kjerneoverflate er høye, må vanligvis nå RA 0. 2 eller mindre.
Ingen feil: Ingen riper, sprekker, porer og andre defekter på overflaten.
3. Strukturell styrke
Stivhet: Formen skal ha tilstrekkelig stivhet for å unngå deformasjon under injeksjonsstøping.
Slitestyrke: Moldoverflaten må bli herdet for å forbedre slitasje motstand og forlenge levetiden.
4. Kjølesystem
Ensartet kjøling: Kjølevannsdesignet er rimelig for å sikre at alle deler av formen er jevnt avkjølt for å unngå produktdeformasjon.
Effektiv kjøling: Høy kjøleeffektivitet, forkorte injeksjonssyklusen.
5. Hellingssystem
Flow Path Design: Strømningsstørrelsen er rimelig for å sikre glatt plaststrøm og redusere trykktapet.
Gateutforming: Gateplassering og størrelse er passende for å unngå produktoverflatedefekter.
6. Utsett systemet
Glatt utkast: Utstøtningssystemdesign er rimelig for å sikre jevn frigjøring av produkter, unngå deformasjon eller skade.
Ingen spor: Den fingerbøllige stillingen er rimelig for å unngå å etterlate åpenbare merker på overflaten av produktet.
7. Eksosanlegg
Glatt eksos: Design av eksos tank er rimelig for å sikre jevn utslipp av gass i formen og unngå bobler eller forbrenning av produktet.
8. Levetid
Holdbarhet: Formen må ha en lang levetid, vanligvis krever mer enn 500, 000 ganger.
Enkelt vedlikehold: Moldstrukturdesign er rimelig, lett å vedlikeholde og reparere.
Prøve ut avPlastvannsbøtteform
Pakke og. Leveranse

Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

FAQ
Spørsmål: Hvilket materiale er plastbøtten injeksjonsform laget av?
A: Det mest brukte materialet for å produsere injeksjonsformer er stål av høy kvalitet, for eksempel P20, 718, 2738, etc.
Spørsmål: Hva er prosessen med å lage vannbøtteform?
A: Prosessen med å lage en form inkluderer designteknikk, maskinprogrammering, moldproduksjon, muggtesting og validering.
Spørsmål: Kan formen tilpasses i henhold til de spesifikke kravene til produktet?
A: Ja, muggsopp kan tilpasses spesifikke produktkrav i henhold til design og spesifikasjoner i prosjektet.
Spørsmål: Hvilke faktorer bør vi vurdere når vi lager plastformene våre?
A: Noen av faktorene du må vurdere når du lager plastformer inkluderer produktdesign, valg av plastmateriale, valg av muggmateriale, injeksjonsstøpingsmaskinkapasitet, kjøletid, krav til vedlikehold av mugg, etc.
Spørsmål: Hvor lang tid tar det å lage en plastbøtteform?
A: Tiden som kreves for å lage formen avhenger av kompleksiteten og størrelsen på formen. Imidlertid tar det vanligvis seks til åtte uker.
Spørsmål: Hvordan sikre muggkvalitet?
A: For å sikre kvaliteten på formen, bør rimelig design og prosjektering, materialer av høy kvalitet og strenge kvalitetskontrollprosedyrer brukes i hele prosessen med moldproduksjon.
Spørsmål: Hvor lenge varer en form?
A: Formenes levetid avhenger av kvaliteten på formen, vedlikeholdsmetoder og driftsforhold. En godt vedlikeholdt form kan brukes hundretusener av ganger.
Spørsmål: Hva er fordelene med å lage plastinjeksjonsformer?
A: Noen av fordelene ved å produsere plastformer inkluderer raskere produksjonstider, lavere enhetskostnader, høy presisjon og muligheten til å produsere komplekse former og design.
Spørsmål: Kan våre plastbøtteforminger repareres og vedlikeholdes?
A: Ja, våre plastbøtteforminger kan betjenes og vedlikeholdes for å forlenge levetiden. Regelmessig vedlikehold kan forhindre feil og sikre kvalitetskonsistens.
Kundenes tilbakemelding






