



Moldspesifikasjoner
|
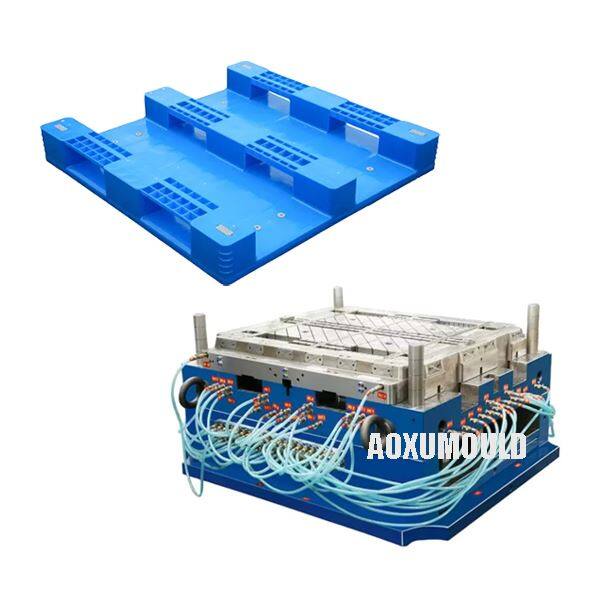
Mold navn |
Dobbelt ansikt pallform |
|
Produktmateriale |
HDPE, plast |
|
Produktstørrelse |
1200x1000x150mm |
| Produktvekt | 25 kg |
|
Muggmateriale for hulrom og. Kjerne |
P20 |
|
Mold base |
C45 |
|
Injeksjonssystem |
Hot Runner |
|
Egnet injeksjonsmaskin |
3000T |
|
Mold størrelse |
1650x1450x880mm |
|
Mold levetid |
Mer enn 500, 000 stk |
Ulike typer palldesign med dobbelt ansikt

I. Ved inngang/gaffeltruck tilgang
1. 2- veispostpaller
Gaffeltruck tilgang fra bare to motsatte sider
Tunge langsgående strengere
Best for: samlebånd, lange/tunge belastninger (f.eks. Stålstenger)
2. 4- veispostpaller
Tilgang fra alle fire sider via hakket ben eller blokkstilbaser
Ideell for: lager med blandet gaffeltruck/pallkontaktbruk
3. 6- veispostpaller (sjelden)
Fire-side tilgang + topp/bunn stabling av grensesnitt
Brukes i: Automatiserte lagringssystemer (AS/RS)
Ii. Ved strukturell design
1. Blokker paller
9- ben eller 12- benstøtteblokker
Høyeste belastningskapasitet (opptil 5, 000 kg dynamisk)
2. Strenger paller
Langsgående bjelker med dekkbrett
Vanlig i 2- måte design for tunge belastninger
3. Perimeter-base-paller
Solide rammekanter med åpne sentre
Forhindrer lastskift under transport
4. Vingede paller
Overhengende dekk for rackkompatibilitet
Støtter utkragede belastninger
Iii. Av spesielle funksjoner
1. Nestbare paller
Avsmalnede ben for 75% plassbesparelser når de er tomme
2. Sammenleggbare paller
Henget design brettes til 20% tykkelse
3. Hygieniske paller
Glatte, sprekkfrie overflater for FDA-samsvar
4. Anti-skli paller
Strukturerte dekk eller gummiinnsatser
5. Smarte paller
Innebygd RFID/GPS for sporing
Hvordan lage en kvalitet dobbelt ansikt pallform?

Etterspørselskommunikasjon: For det første vil vi bekrefte applikasjonsscenariet for pallen med kunden, og bekrefte kravene til pallens dimensjoner, tykkelse, vekt osv.
Foreløpig design: Våre designere vil holde interne møter og integrere de beste designløsningene basert på tidligere pallproduksjonserfaring, inkludert strukturen til pallen, løperdesign, kjølesystem og eksosdesign.
Modellering: Etter den foreløpige designen vil vi bruke CAD-programvare (for eksempel AutoCAD, SolidWorks, UG, etc.) for å utføre tredimensjonal modellering av formen og produktet. Detaljert modellering av formen, løperen, kjølekanalen, etc. av pallen.
Analyse: Etter å ha designet 3D -tegningene, vil vi bruke CAE -programvare for å simulere injeksjonsstøpingsprosessen og analysere strømningsbanen, temperaturfordelingen, trykkendringen, etc. for den smeltede plast. Foreløpig eliminering av muggproblemer.
Mold prosessering: I henhold til kundens tilpassede pallkrav, velger du riktig muggstål (for eksempel P20, H13, etc.), og behandler formdelene i henhold til designtegningene. Inkludert maskinering, varmebehandling, polering og andre prosesser.
Montering: Etter at alle delene er behandlet, vil vi sette sammen formen. Før montering vil dimensjonene til hver komponent i formen måles strengt før montering.
Mold prøving: Installer formen på injeksjonsstøpemaskinen for mold prøving og sjekk støpeeffekten. I henhold til resultatene for muggprøve, juster og optimaliser formen, inkludert modifikasjoner av flytkanalen, kjølesystemet, eksosdesign, etc.
Levering: Etter flere runder med muggforsøk og justeringer oppfyller formen designkravene og gjennomgår endelig inspeksjon og bekreftelse. Levering utføres etter bekreftelse.
Design for produkt og. Mugg

Nøkkelpunkter for å designe en dobbelt ansikt pallform
|
1. Kjernets strukturelle designhensyn Hulrom og kjernedesign Dobbeltsidig støping: Krever presis innretting av topp- og bunnhulrom Avskjedslinje: Må minimere blitz mens du tillater riktig utstøting Utkast til vinkler: vanligvis 1–3 grad for å lette demolding Rib & Deck Reinforcement Ribbetykkelse: 50–70% av hovedveggtykkelsen for å forhindre vaskerier Honeycomb Structures: Forbedre styrke-til-vekt-forhold Boss Design: Forsterket med gusser på lastpunkter Optimalisering av veggtykkelse Ensartet tykkelse: 3–5 mm (forhindrer skjevhet og reduserer syklustid) Soner med variabel tykkelse: tykkere ved stresspunkter (f.eks. Benbaser) 2. Mold funksjonalitetsfunksjoner Utkastssystem Ejektorpinner: Strategisk plassert under høyspenningsområder (ben, ribbeina) Stripperplater: For store utkasting av overflaterområdet Luftventiler: Forhindre gassfeller i dype ribbeina Kjølekanaler Konform kjøling: følger pallkonturer for 30% raskere sykluser Sonebasert kjøling: Prioriterer tykke seksjoner Lysbilde- og løftermekanismer Undercut Handling: For komplekse funksjoner som SNAP-passer eller logoer Uttrekkbare kjerner: Brukes i sammenleggbare palldesign |
Pakke og. Leveranse

Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

|
Hvilket vedlikehold krever pallformen?
|
Kundenes tilbakemelding






