



Moldspesifikasjoner
|
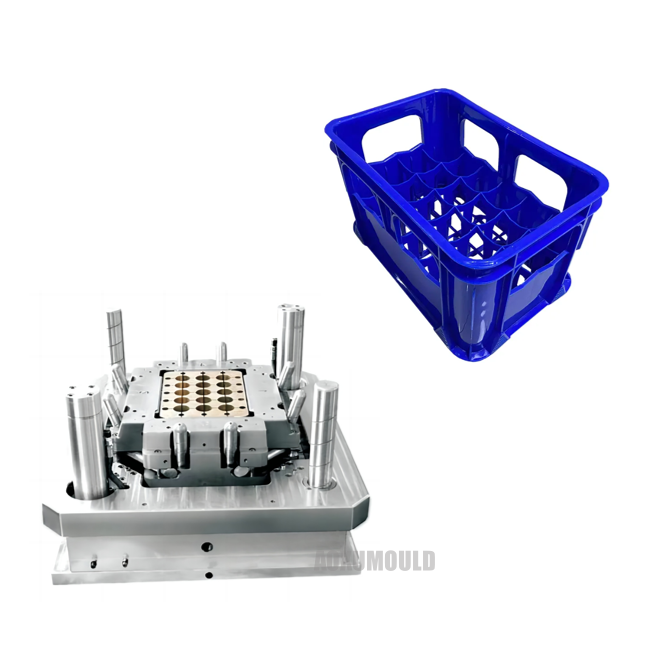
Mold navn |
Plastøl kasseform |
|
Produktmateriale |
HDPE |
|
Produktstørrelse |
348x260x315mm |
| Produktvekt | 1,32 kg |
|
Muggmateriale for hulrom og. Kjerne |
P20/718H/H13/2738 |
|
Nos hulrom |
1 hulrom |
|
Injeksjonssystem |
Hot Runner Open Gates |
|
Egnet injeksjonsmaskin |
450T |
|
Mold størrelse |
680x510x620mm |
|
Mold levetid |
Mer enn 500, 000 stk |
|
Leveringstid |
50 dager |
BerylliumBRonzeIs UsedFellerCOolingAt PArtingSurface avPlastiskBeerKasseform

Plastiske ølboksformer er viktige verktøy for å produsere ølbokser og er avgjørende for å sikre produksjonseffektivitet og kvalitet. Når du lager plast ølboksformer, er kjølesystemet en veldig viktig del, og å bruke beryllium bronse som kjølematerialet på avskjedsoverflaten kan gi mange fordeler.
Beryllium bronse har utmerket termisk ledningsevne, som raskt og effektivt kan overføre varmen på overflaten av formen til kjølevannet, og effektivt redusere temperaturen på formen, akselerere produksjonshastigheten og forlenge formets levetid. Denne effektive kjølemetoden kan redusere deformasjonen og slitasje av ølboksformer under produksjonsprosessen, og sikre stabiliteten og kvaliteten på produksjonen.
2. Beryllium bronse er et slitasjebestandig materiale som effektivt kan forhindre slitasje og skade på overflaten på former, forlenge levetiden til muggsopp og redusere vedlikeholdskostnadene. Å bruke berylliumbronse som kjølemateriale ved avskjedsoverflaten kan sikre glatthet og presisjon på formoverflaten, noe som gjør produksjonen av plastølbokser jevnere og mer effektive.
Beryllium bronse har også utmerket korrosjonsbestandighet, som er i stand til å motstå korrosjon av kjemiske væsker som syrer og alkalier, og sikrer langvarig stabil drift av muggsopp. Dette er spesielt viktig for plast ølboksformer, ettersom de ofte kommer i kontakt med forskjellige kjemiske løsninger og flytende råvarer under produksjonsprosessen.
4. Bruk av Beryllium -bronse som kjølemateriale ved avskjedsoverflaten til plastølkassformene kan forbedre produksjonseffektiviteten, sikre produktkvalitet, forlenge lensene for formene og redusere vedlikeholdskostnadene.
Design for produkt og. Mugg

HvorforIS HDPECHosenFellerPlastiskBeerKasse?
HDPE er forkortelsen av polyetylen med høy tetthet, og det er et veldig vanlig plastmateriale. Det er mange fordeler med å velge HDPE -materiale når du lager ølkasse.
For det første er HDPE en relativt sterk og holdbar plast. Dette betyr at ølkassen, laget av HDPE, tåler langvarig bruk og gjentatt håndtering. Dette er av stor betydning for ølprodusenter og distributører, ettersom de trenger å sikre sikkerheten og integriteten til produktene under transport.
For det andre er HDPE et relativt lett plastmateriale. Sammenlignet med metall eller andre tunge materialer, er kassen laget av HDPE lettere under håndtering, reduserer arbeidstakernes arbeidsintensitet og bidrar til å forbedre effektiviteten og spare kostnader.
I tillegg er HDPE et økonomisk materiale. Sammenlignet med noen annen høykvalitets plast, er produksjonskostnadene for HDPE relativt lave, noe som gjør ølkassen laget av HDPE moderat priset, noe som gjør det til et økonomisk valg for produsenter.
I tillegg er HDPE et resirkulerbart plastmateriale. I dag, med kontinuerlig forbedring av miljøbevissthet, har bærekraftig utvikling blitt fokus for folks oppmerksomhet. Å velge å bruke resirkulerbart HDPE -materiale for å lage ølkasse kan redusere innvirkningen på miljøet og oppfylle kravene til miljøvern.
HvordanTo OptimizeThanExhaustSystem avPlastiskBeerKasse Mugg?
I produksjonsprosessen med plast ølkasseform vil design og optimalisering av eksosanlegget direkte påvirke produktkvaliteten og produksjonseffektiviteten. Et godt eksosanlegg kan effektivt fjerne luft og gass, forhindre dannelse av defekter som bobler og korte utbrudd, og sikre overflatebehandlingen og styrken til produktet.
For å optimalisere eksosanlegget til plastølkasseformen, kan vi ta følgende tiltak:
1. Design en rimelig eksosskanal: Under formdesignstadiet skal produktstrukturen og størrelsen vurderes fullt ut, og eksosskanalen skal være rimelig designet for å sikre at luft og gass kan tømmes jevnt når plastmaterialer fylles. Eksoskanalen skal være så kort og rett som mulig, og unngå døde hjørner og materialakkumuleringsområder for å sikre jevn eksos.
2. Øk antall eksosporter: Å øke antall eksosporter på formen kan forbedre eksosseffektiviteten og forhindre at luft blir fanget i formen. Eksosportene skal være jevnt fordelt, og dekker hele overflaten av formen for å forhindre dannelse av bobler og korte injeksjoner i høytrykksområdet til produktet.
3. Juster plasseringen av eksosporten: I henhold til den spesifikke form og strukturelle trekk ved produktet, justerer du plasseringen av eksosporten. Eksosporter settes vanligvis i den fjerneste enden og den tykkeste delen av produktet for å sikre at luften kan tas ut jevnt.
4. Bruk eksosnåler eller pneumatiske eksosanlegg: Ved å sette eksosnåler på overflaten av formen eller inne i formhulen og bruke trykkluft eller vakuumsystemer for å hjelpe til med eksos, kan eksosseffektiviteten forbedres, og dannelsen av bobler og korte injeksjoner kan unngås.
5. Rengjør regelmessig og vedlikehold av eksosanlegget: Rengjør regelmessig og vedlikehold av eksosanlegget, fjern akkumulerte materialer og urenheter fra eksosportene og kanalene, sikre jevn eksos og unngå blokkeringer som kan forårsake dårlig eksos.
Før-DeformasjonTgjenvinning avPlastiskBeerKasse INivenceMugg
Plastølkasse injeksjonsform må gjennomgå behandling før deformasjon (også kjent som omvendt kompensasjonsdesign), hovedsakelig for å motvirke den irreversible krympingen og deformasjonen av plast forårsaket av materialegenskaper, prosessforhold, etc. under injeksjonsstøping og kjøling, sikre dimensjonell nøyaktighet, strukturell styrke og levetid på det endelige produktet.
1.
1.1 Materialets krympingskarakteristikker
Plast (som HDPE, PP) gjennomgår volumkrymping når det smeltes og avkjøles (typisk krympingshastighet 1,5% til 4%).
Anisotropisk krymping: krympingshastighetene i strømningsretningen og den vertikale retningen skiller seg betydelig (for eksempel krymper HDPE med 1,5% i strømningsretningen og 3% i den vertikale retningen), noe som resulterer i at deformasjon av skjevhet.
1.2 ujevn kjøling
Forskjellene i avkjølingshastigheter i forskjellige områder av formen kan forårsake termisk stresskonsentrasjon. For eksempel kjøler kantene på plastølkassen raskt ned mens senteret avkjøles sakte, noe som resulterer i konkav eller konveks deformasjon.
1.3 Molekylær orientering og gjenværende stress
Når smelten flyter, er molekylkjedene anordnet langs strømningsretningen. Etter avkjøling dannes indre stress. Det kan frigjøres etter langvarig lagring eller under kraft, noe som resulterer i dimensjonale endringer.
2. ølens funksjonelle kravkasseKjør forhåndsdeformasjon
2.1 Høydimensjonal nøyaktighet er nødvendig
Ølkassen må koordineres nøyaktig med fyllingslinjen og transportpaller. Hvis det dimensjonale avviket overstiger ± 0. 5mm, kan det føre til problemer som flaskepris og ustabil stabling.
2.2 Krav til belastningsintensitet
Hver sak må frakte 24 til 36 flasker øl (med en total vekt på 15 til 25 kilo). Hvis stresskonsentrasjon oppstår på grunn av deformasjon, er den utsatt for sprekker på svake punkter.
2.3 Gjenvinningskrav
Plastølkassen må tåle mer enn 200 ganger lasting, lossing og rengjøring. Behandling før deformasjon kan forhindre irreversibel deformasjon forårsaket av langvarig stressavslapping.
Prøve ut avPlastøl kasseform
Muggkomponenter
Muggstål

Hot Runners System

Standarddeler

Pakke og. Leveranse

FAQ
>1. Hva er plastølkasse mold?
Det er et verktøy som brukes til å produsere plastdeler ved å injisere plast i formhulen.
>2. Hvilke materialer brukes til å lage plast ølkasseform?
De vanligste materialene som brukes til å lage injeksjonsformer er stål av høy kvalitet, for eksempel P20, 718, 2738, etc.
>3. Hva er prosessen med å lage en plast ølkasseform?
Prosessen med å lage en form inkluderer designteknikk, maskinprogrammering, verktøy for verktøy, muggtesting og validering.
>4. Kan former tilpasses spesifikke produktkrav?
Ja, muggsopp kan tilpasses spesifikke produktkrav avhengig av design og spesifikasjoner for prosjektet.
>5. Hva er noen faktorer å vurdere når du lager plastformenene våre?
Noen faktorer du må vurdere når du lager plastformer inkluderer produktdesign, valg av plastmateriale, valg av muggmateriale, injeksjonsstøpingsmaskinkapasitet, kjøletid og krav til muggvedlikehold.
>6. Hvor lang tid tar det å lage ett sett med mugg?
Tiden det tar å lage mugg kan variere avhengig av kompleksiteten og størrelsen på formen.
Imidlertid tar det vanligvis mellom 6 og 8 uker.
>7. Hva kan gjøres for å sikre formkvaliteten?
For å sikre muggkvalitet, riktig design og ingeniørvitenskap, høykvalitetsmaterialer og strenge kvalitetskontrollprosedyrer, bør brukes under hele prosessen med å lage formen.
>8. Hvor lenge kan en form vare?
Levetiden til en form kan variere avhengig av kvaliteten på formen, vedlikeholdspraksis og driftsforhold. En godt vedlikeholdt form kan vare i hundretusener av sykluser.
>9. Hva er fordelene med å lage plastinjeksjonsformer?
Noen fordeler ved å lage plastformer inkluderer raskere produksjonstid, lavere kostnader per enhet, høy nøyaktighet og muligheten til å produsere komplekse former og design.
>10. Kan vår plast ølkasse mold repareres og vedlikeholdes?
Ja, det kan repareres og vedlikeholdes for å forlenge levetiden. Regelmessig vedlikehold kan forhindre sammenbrudd og sikre jevn kvalitet.
Kundenes tilbakemelding






